

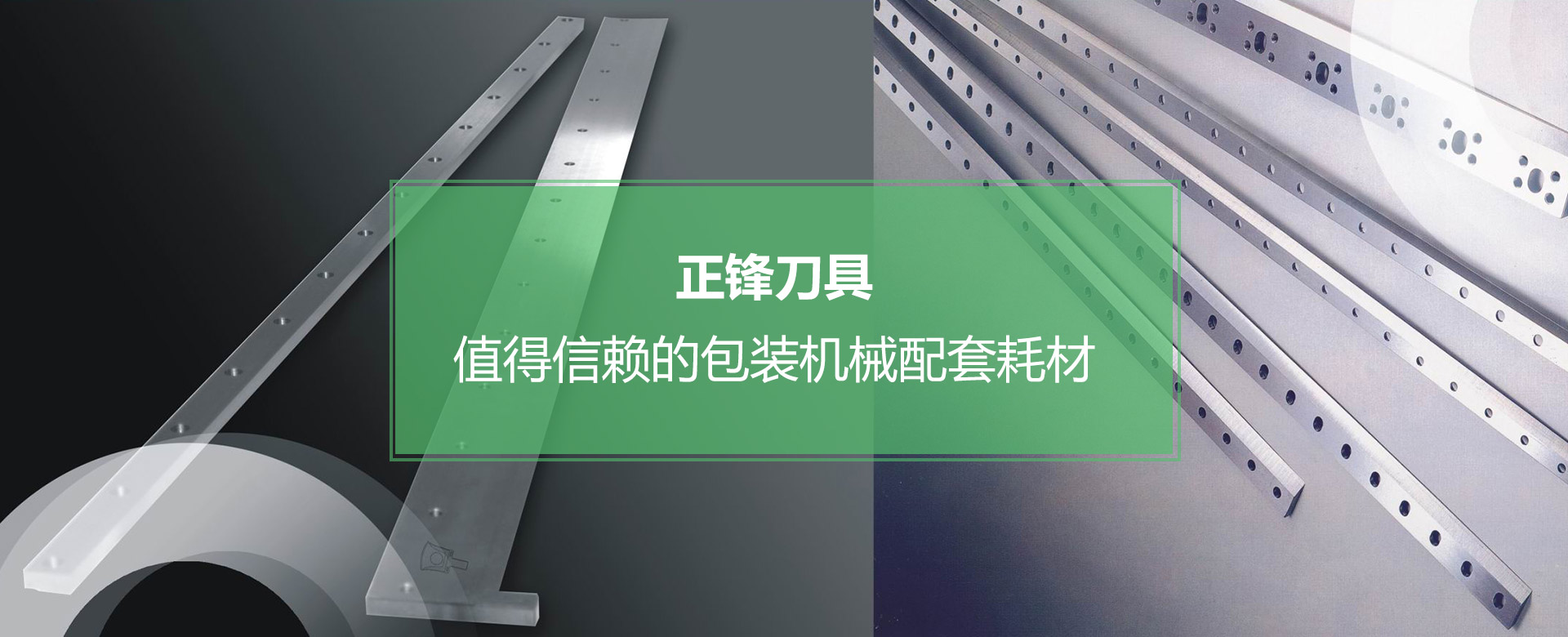
涂布机刀片小编为大家整理了关于涂布机的种类的内容,随着涂布机刀片技术的不断发展,涂布机刀片已经逐渐渗透到了人们的日常生活中。

主要以BOPP、PVC、PET、PE、美纹纸、牛皮纸生产,双面胶纸式涂布机,具体为:(不干胶贴纸)PET涂布机,涂布机,汽车防爆膜涂布机,涂布机,BOPP PE保护膜涂布机;布、塑料皮革、发泡、橡胶,伊娃,HS,板式鞋配件(复合)机,具体为:垂直胶槽贴合机、卧式单胶槽贴合机、胶贴合机、火焰复合机、SBR复合机、裱纸机、金葱粉。球机、复合机、胶贴合机、覆膜机、TPU防水透气膜贴合机、服装布与布贴合机,热熔胶裱纸机、复膜机、热熔胶膜贴合机;皮革、PVC、PP、PE等材料,表面处理,涂层颜色,复膜、烫金、热转印、高固体印刷、切膜、压花等皮革相关处理器,具体是:皮革压花机,皮革染色机、PVC层/三层压花皮革烫金机、彩色皮革压花机、抛光机、人造革(皮革)喷涂机、人造革(皮革R)表面处理印刷机、热压机;聚氯乙烯(软膜布印刷机械相关)和整厂相关的机械设备(如各种分切机、烟雾机、油机、膏体验布机制造、改进等)。
苏州龙锋商贸有限公司一心致力于涂布机刀片,拥有的工艺流程,公司,从事涂布机刀片 ,以质量求生存,欢迎大家前来咨询。

